
기계 안전
기계 및 공정의 기능 안전
기계류 지침 2006/42/EC의 일부로, 모든 제조업체는 기계와 접촉하는 사람들을 보호할 수 있도록 제품으로 인한 위험을 평가해야 합니다. 그러나 기계류 지침은 EU에만 적용되지 않습니다. 유럽 단일 시장의 다른 국가에서도 사용됩니다. 현지 표준은 종종 기계류 지침에 조화 표준으로 나열된 유럽 안전 표준을 참조합니다.
기계에 의해 발생되는 위험은 합리적인 잔류 수준으로 감소되어야 합니다. 이를 위해 제조업체는 3단계 위험 평가를 수행합니다. 기술적인 보호 조치를 적용하고 매뉴얼과 같은 사용자 정보를 제공하여 설계 조치를 통해 위험을 줄여야합니다.
위험도를 성능 수준으로 분류
어떤 기술 보호 조치가 문제의 위험에 적합한 지 평가하기 위해 제조업체는 안전 관련 구성 요소가 실패할 가능성을 나타내는 매개 변수로 안내됩니다. 이러한 매개 변수를 성능 수준 (PL)이라고합니다. 먼저 제조업체는 안전 기능의 필수 성능 수준 (PLr)을 결정합니다. 이 기능을 구현하기 위해 안전 제어를 설계한 후 제조업체는 실제 성능 수준을 결정합니다. 프로세스가 끝나면 PL과 PLr이 같아야합니다. 대체로 세 가지 유형의 안전 제어가 있습니다.
안전 릴레이를 사용하는 기존의 안전 기술은 대규모 어플리케이션에서 배선을 많이 사용하지만 이는 전 세계적으로 통용되고 있습니다.
기계 안전의 세 가지 개념
릴레이 기술
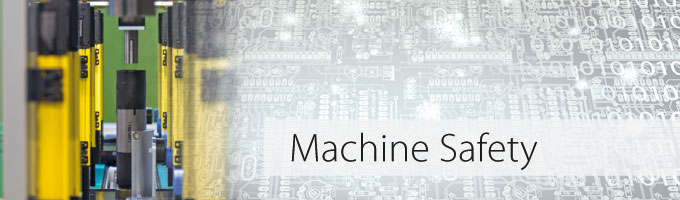
기존의 안전 기술은 안전 릴레이를 사용합니다. 안전 로직은 배선된 접점을 사용하여 매핑됩니다. 릴레이는 예를 들어 안전 라이트 커튼이 연결되어 있는 한 드라이브를 시작할 수 없도록 합니다. 이러한 설치는 비교적 저렴하며 전 세계에서 통용되고 있고, 별도의 소프트웨어가 사용되지 않습니다. 그러나 더 크고 복잡한 안전 설비에서는 릴레이 기술이 복잡해집니다. 오류를 찾아 진단하는 것은 매우 시간이 걸리는 프로세스입니다. 시스템 자체 테스트는 불가능합니다.
안전 컨트롤러를 사용한 중앙 안전 배선
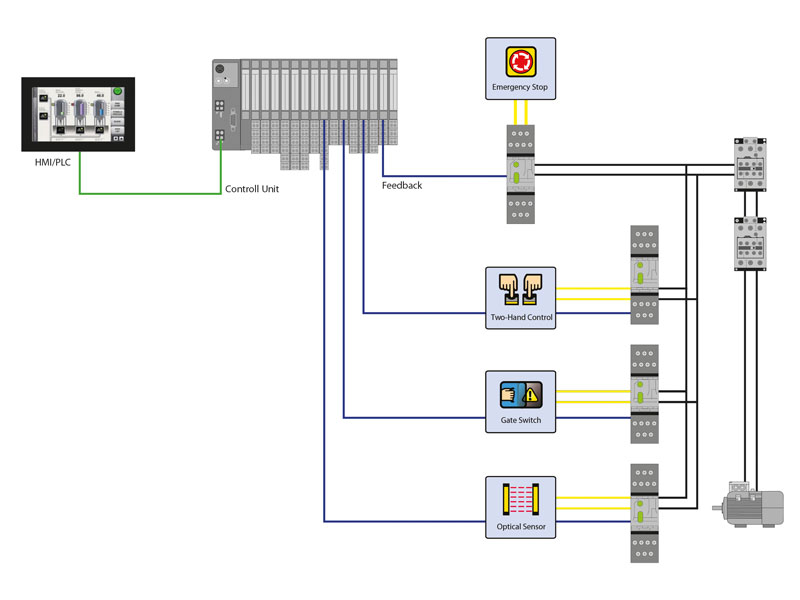
일정 수준의 복잡성 이상부터는 안전 컨트롤러를 사용하여 안전 어플리케이션을 구현하는 것이 더 유리합니다. 컨트롤러 또는 안전 제어에서 간단한 방법으로 동작을 조건 및 불 방식의 연산자 (AND, OR, NOT, XOR)에 연결하는 프로그램을 구현할 수 있습니다. 이러한 어플리케이션의 배선은 릴레이 기술보다 간단하지만 안전 신호는 제어 캐비닛의 중앙 컨트롤러로 라우팅되어야 하므로 비용과 시간이 많이 소요됩니다.
안전 컨트롤러는 일반적으로 중앙 제어 캐비닛에 설치됩니다
안전 컨트롤러의 장점은 안전 프로그램을 유사한 기계에 여러 번 복사하여 사용할 수 있다는 것입니다. 안전 기능 향상은 비교적 쉽습니다. 또한 안전 어플리케이션은 HMI를 통해 그래픽으로 표시 될 수 있습니다. 그러므로 정보와 신호는 컨트롤러에서 PLC로 그리고 PLC에서 컨트롤러로 전송될 수 있습니다.
분산 안전 컨셉
분산 안전 컨셉
분산 I/O 모듈은 테스트를 위해 자율적으로 안전 어플리케이션을 제어할 수 있습니다. 나중에 실제 작동시 중앙 안전 제어가 가능합니다.
분산 배선 – 중앙 제어
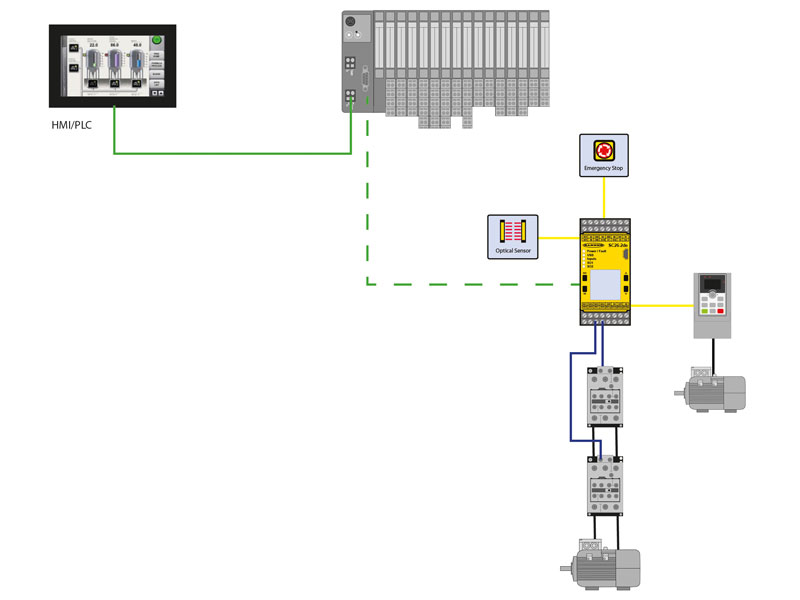
안전 신호는 IP67 I/O 모듈을 통해 현장에서 직접 수집할 수 있으며 안전 필드버스 또는 보안 이더넷 프로토콜을 통해 안전 제어 시스템으로 가져올 수 있습니다. 안전 기능은 중앙에서 제어됩니다.
분산 배선 – 분산 제어
많은 이더넷 참여자가 중앙 집중식 안전 제어를 사용하면 버스 사이클 시간 및 연결된 메시지를 계산할 때 더 긴 응답 시간을 고려해야 합니다. 개별 제조업체의 안전 I/O 모듈은 현장의 모듈에서 직접 안전 기능을 제어할 수 있습니다.
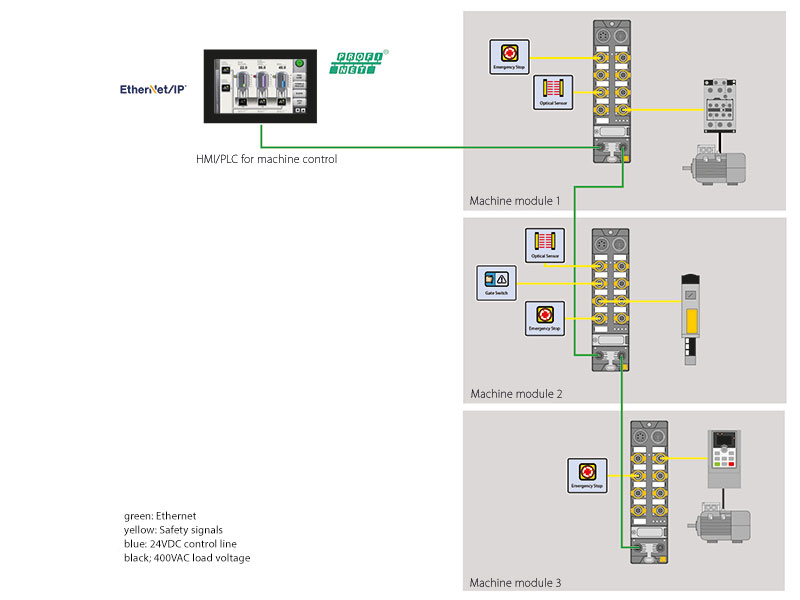
안전 어플리케이션을 제어하는 분산 안전 모듈은 긴 사이클 타임을 피하므로 설계 프로세스가 더 쉬워집니다
이러한 일관된 분산형 안전 솔루션을 통해 사용자는 긴 사이클 시간으로 인한 잠재적 문제를 피할 수 있습니다. 개별 기계 부품 또는 모듈을 오프라인에서 테스트할 수 있기 때문에 시운전이 더 쉬워집니다. 두 가지 분산 솔루션 모두 표준 커넥터로 효율적인 배선을 제공합니다. 상위 컨트롤러에 전달되는 정보는 어플리케이션의 시운전 및 진단을 용이하게 합니다.
Select Country
Turck worldwide